ACFM技術在石油石化行業的應用—石油鉆桿螺紋裂紋檢測


檢測現狀:鉆井過程中,鉆桿除了受到拉力、交替變化的彎曲應力外,還要受到振動載荷、旋轉離心和起下鉆時附加的動載等交變作用,同時鉆井液、鉆井泥漿中溶解的酸性腐蝕介質及地層的氧化物等介質,使鉆桿內表面產生嚴重的腐蝕。對于高壓氣體作介質的氣體鉆井,鉆頭破碎的巖屑顆粒對鉆桿外表面也有極大的沖蝕,加上自身結構與材質等因素,使得其各部位易產生疲勞裂紋、刺穿空洞、偏磨、腐蝕坑等缺陷。鉆桿螺紋的失效表現為過載斷裂、低應力脆斷、應力腐蝕及腐蝕疲勞等,而腐蝕疲勞是其主要的失效形式,且主要發生在桿螺紋旋合的1~3扣螺紋根部。這是由于鉆桿在復雜工況下下,鑒于鉆桿螺紋結構的特殊性,螺紋部位受到了各種復合交變應力以及長期處于化學腐蝕環境,導致了螺紋部位容易出現應力集中,繼而萌生出疲勞裂紋和應力腐蝕裂紋,最終微小裂紋發生擴展導致鉆具斷裂失效。根據相關統計數據表明:在鉆桿失效的事故中,僅因為鉆桿螺紋部位出現裂紋或腐蝕等缺陷,導致鉆桿失效的占比為50%左右。因此對鉆桿螺紋部位的無損探傷變得尤為重要,需要定期進行缺陷檢測,消除鉆桿可能出現的安全隱患。
目前,應用于鉆桿螺紋的無損檢測方法有很多種,有代表性的主要有:射線檢測、磁粉檢測、滲透檢測、超聲檢測法、渦流檢測、漏磁檢測等。普通磁粉只能對表面1-3mm深度的裂紋進行檢測,而且需要對管道表面進行打磨,清理后才能進行檢測。超聲檢測采用一般用于較大的螺紋接頭進行檢驗,且受到螺紋形狀影響,回波雜亂,檢測靈敏度較低。渦流檢測法只能檢測螺紋根部裂紋且受提離影響較大,檢測靈敏度不高。漏磁檢測法所使用的整體裝置結構復雜,操作繁瑣,檢測完成后還需要對工件進行退磁處理,且缺陷信號難以提取識別,不能滿足油田現場快速檢測的要求。
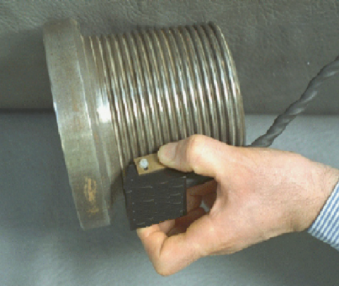
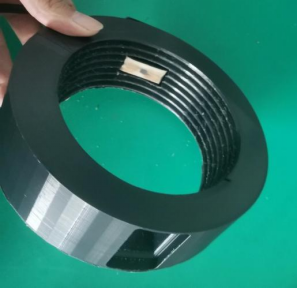
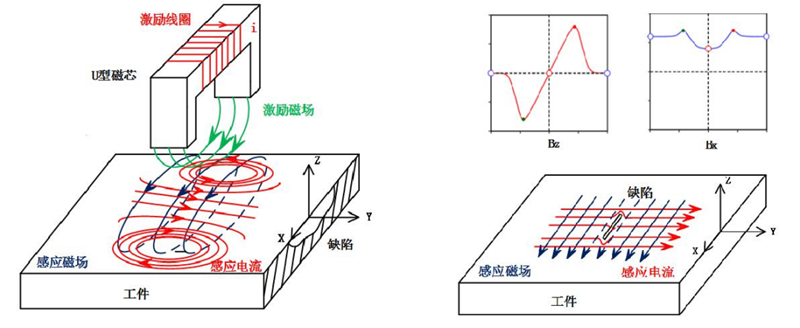
檢測方法:交流電磁場檢測(簡稱ACFM)技術是基于電磁感應原理的結構表面或近表面缺陷非接觸式無損檢測方法,通過制作對應螺紋形狀耦合楔塊,完成缺陷檢測。
技術優勢:
(1)可穿透涂層檢測,無需清除被檢工件表面涂層,非接觸式檢測,最大允許提離高度可達10mm;
(2)可檢測各種磁性以及非磁性金屬工件的缺陷檢測,可檢測各種導電材料表面、近表面缺陷,可檢測碳鋼埋藏缺陷,最大深度可達3mm;不銹鋼埋藏缺陷,最大深度可達5mm;鋁埋藏缺陷,最大深度可達10mm;
(3)檢測無需任何耗材、介質和耦合劑,無需復雜的校準工作;
(4)檢測無后效性,無需退磁、表面清理等;
(5)可進行在役檢測、能適用于水下、輻射、高溫等惡劣環境下缺陷的檢測。
(6)具備多種檢測模式,可進行C掃描成像檢測,缺陷識別更加直觀,操作方便快捷,檢測效率高。
典型應用:
▲石油鉆桿螺紋裂紋檢測?應用